长按识别二维码阅读全文
低压超声速磨料空气射流喷嘴结构
硬岩隧道掘进刀具磨损严重、换刀频繁是限制高效掘进的主要因素,低压磨料空气射流辅助刀具破岩是突破硬岩隧道掘进技术瓶颈的可行性思路,为实现辅助高横移速度刀具破岩,提出了矩形喷嘴。矩形喷嘴能有效提高磨料在移动方向集束性,进而减小切缝宽度,提高切缝深度。为明确矩形喷嘴对磨料加速及破岩的影响规律,采用加长扩张段长度和截面近似等效设计了圆形喷嘴及矩形喷嘴;然后基于数值方法确定了喷嘴扩张段长度对气体及磨料加速的影响,并对比分析了喷嘴不同断面形状对磨料加速和分布特征的影响。最后通过开展低压磨料空气射流冲蚀破碎花岗岩实验,研究了喷嘴结构和横移速度对冲蚀效果的影响,分析了不同断面形状喷嘴的切割效率,确定了适用辅助刀具破岩的最佳喷嘴结构。数值结果表明压力2 MPa时,加长扩张段长度,气固两相能量转化更充分,磨料加速更充分,但随着喷嘴扩张段持续加长,磨料速度提升不明显;相比圆形断面喷嘴,矩形断面喷嘴对磨料加速稍差,但仍能将磨料加速至300 m/s,且经矩形喷嘴加速的磨料在自由流域呈扁平矩形分布,有效提高了磨料在刀具横移方向的集束性。
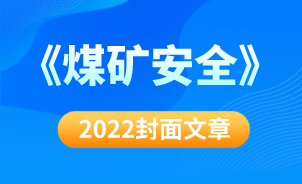
实验表明圆形喷嘴扩张段加长,岩石冲蚀深度不断增加,当扩张段长度为145 mm时,花岗岩冲蚀深度分别为23.90、20.23 mm,扩张段长度持续加长,岩石的冲蚀深度提高并不显著。当横移速度为0.02 m/s时,喷嘴C4、R1、R2切割玄武岩深度分别为3.35、12.15、8.25 mm,花岗岩深度分别为5.2、14.9、11.5 mm;横移速度为0.30 m/s时,喷嘴C4、R1切割玄武岩深度分别为0.8、3.0 mm,花岗岩深度分别为1.0、3.6 mm。对比喷嘴C4,和数值模拟结果相同,矩形喷嘴能使磨料聚能、磨料利用充分,切割效率较优。且喷嘴R1的切割效率最好,喷嘴结构最优。研究结论将为磨料空气射流辅助刀具破岩提供理论和技术支撑。
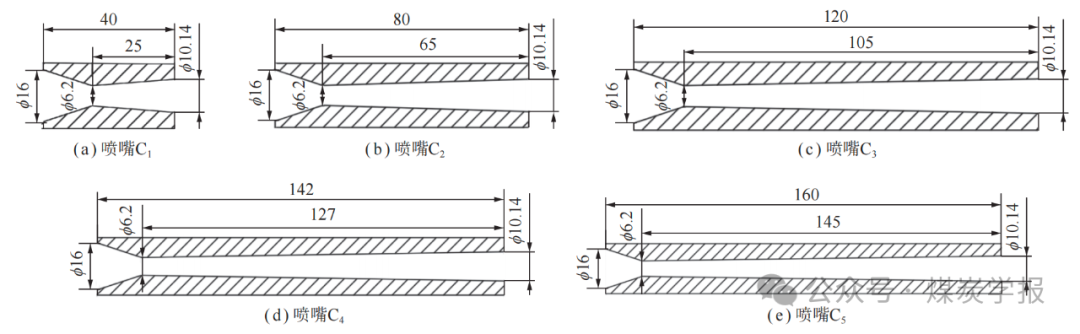
图 1 不同圆形喷嘴结构

图 2 不同矩形断面喷嘴三维结构
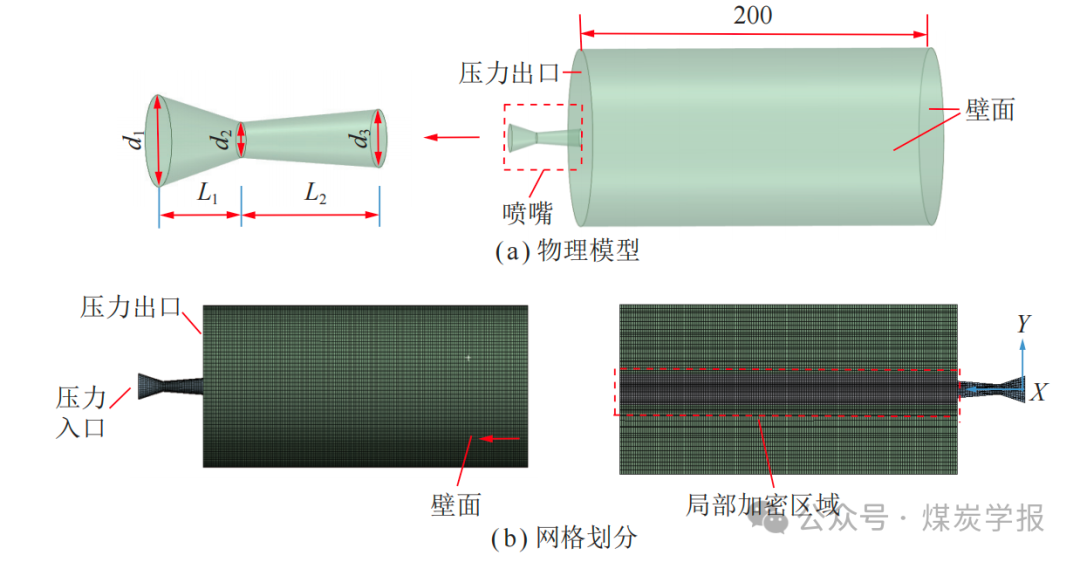
图 3 数值模拟计算物理模型与网格划分
图 4 低压超声速磨料空气射流辅助滚刀破岩系统
图 5 不同圆形喷嘴轴心任意处空气射流速度分布

图 6 不同圆形喷嘴空气射流速度分布云图
图 7 圆形喷嘴自由流域不同断面能量转换效率
图 8 不同圆形喷嘴轴心处磨料速度分布
图 9 不同形状喷嘴轴心处空气射流速度
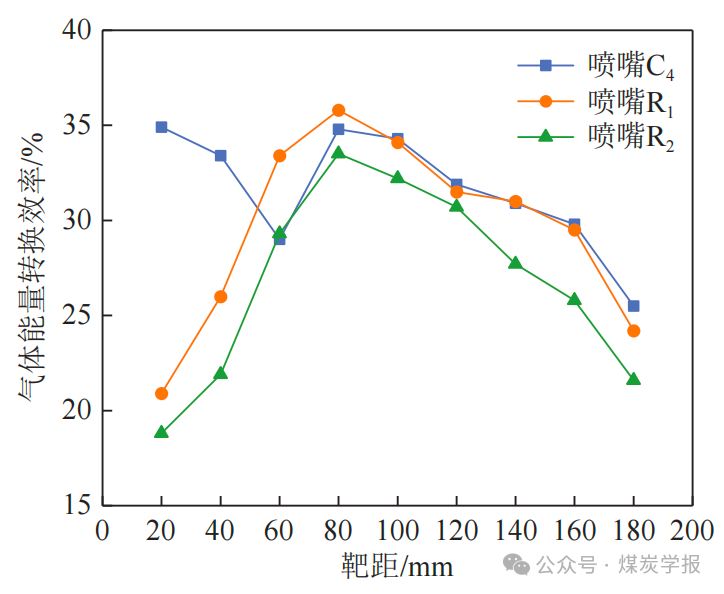
图 10 不同形状喷嘴空气射流能量转换效率
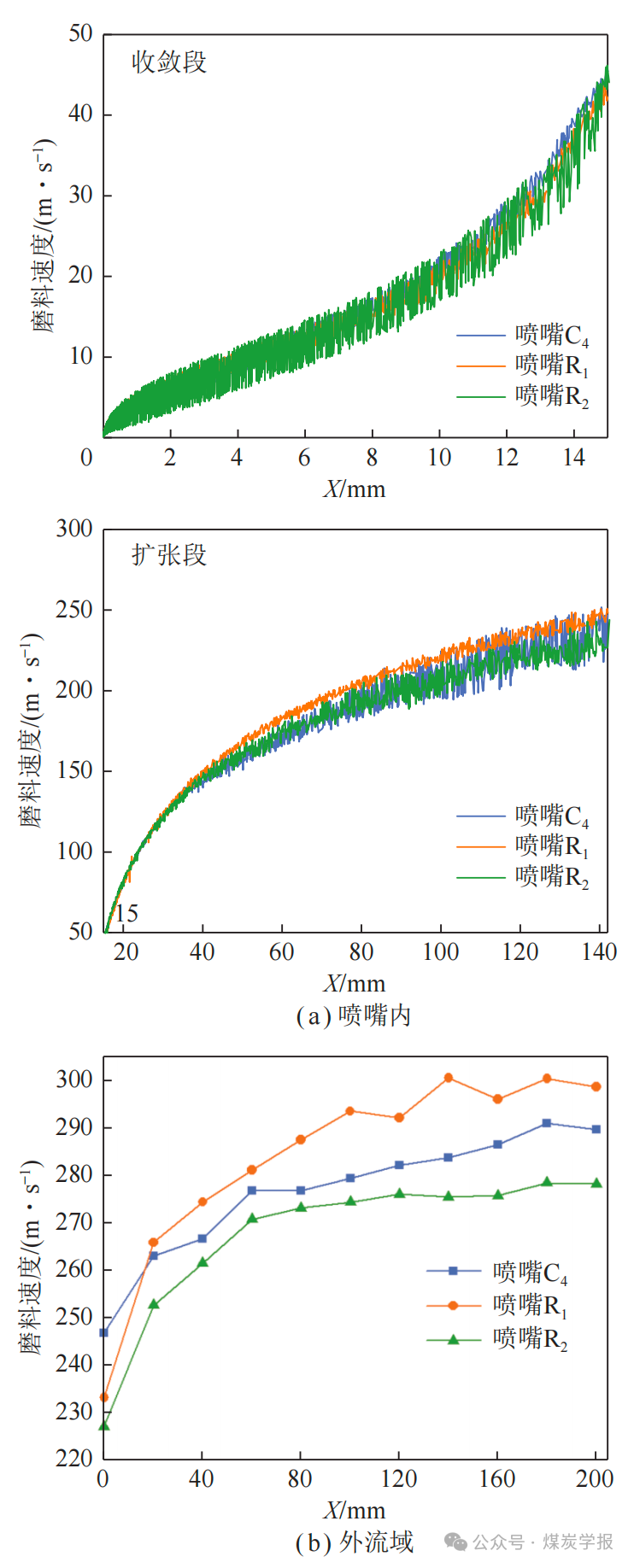
图 11 不同形状喷嘴轴心处磨料速度分布
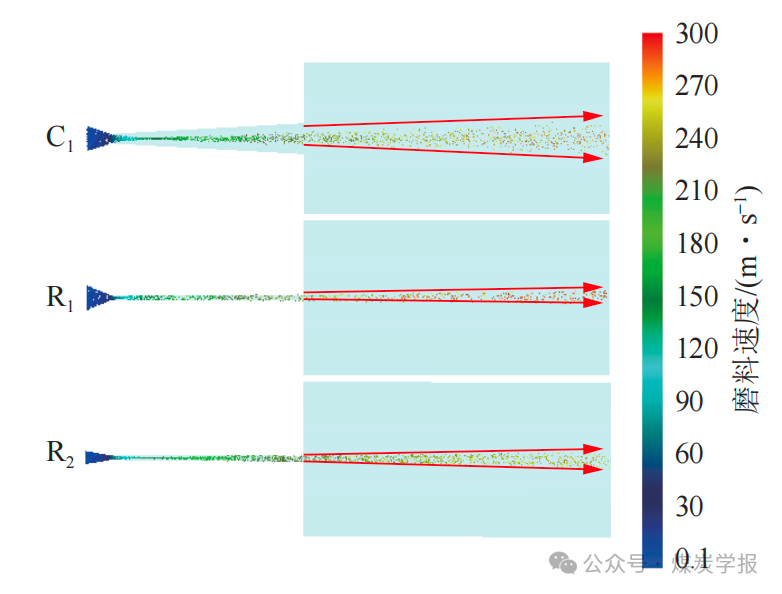
图 12 不同形状喷嘴的磨料在 X 轴面的分布
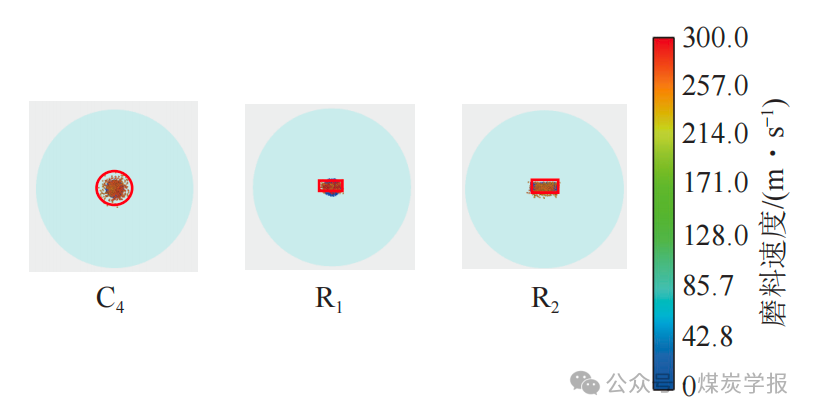
图 13 不同形状喷嘴的磨料在自由流域径向的分布

图 14 不同圆形喷嘴结构冲蚀花岗岩效果
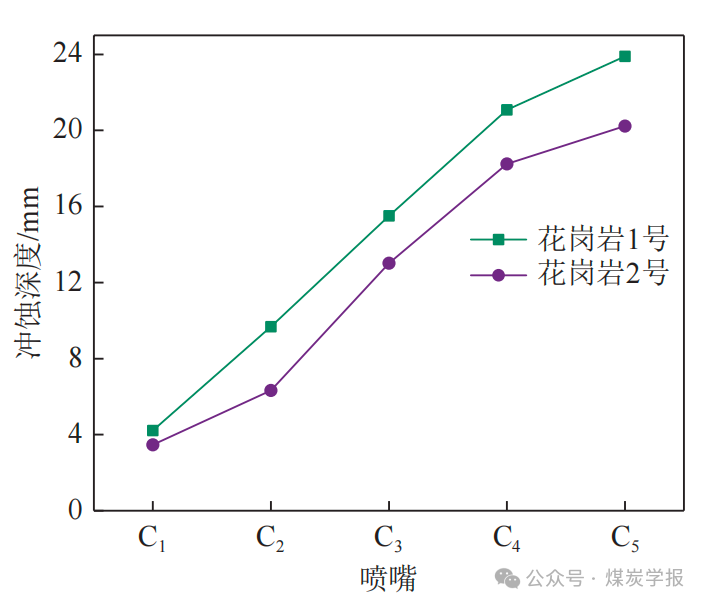
图 15 不同圆形喷嘴结构冲蚀花岗岩深度
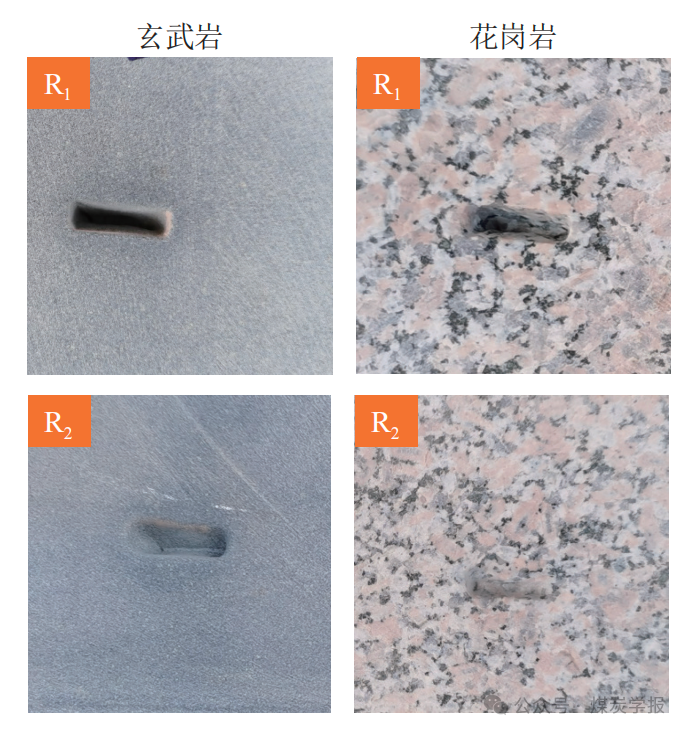
图 16 不同喷嘴结构定点冲蚀玄武岩、花岗岩效果
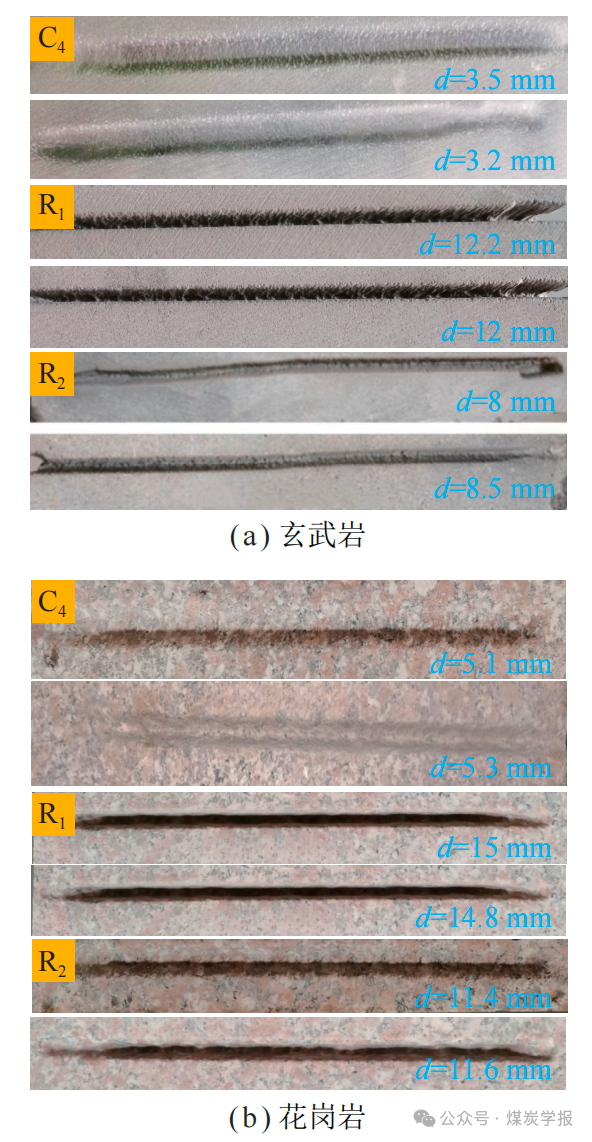
图 17 横移深度 0.02 m/s 时不同喷嘴破岩
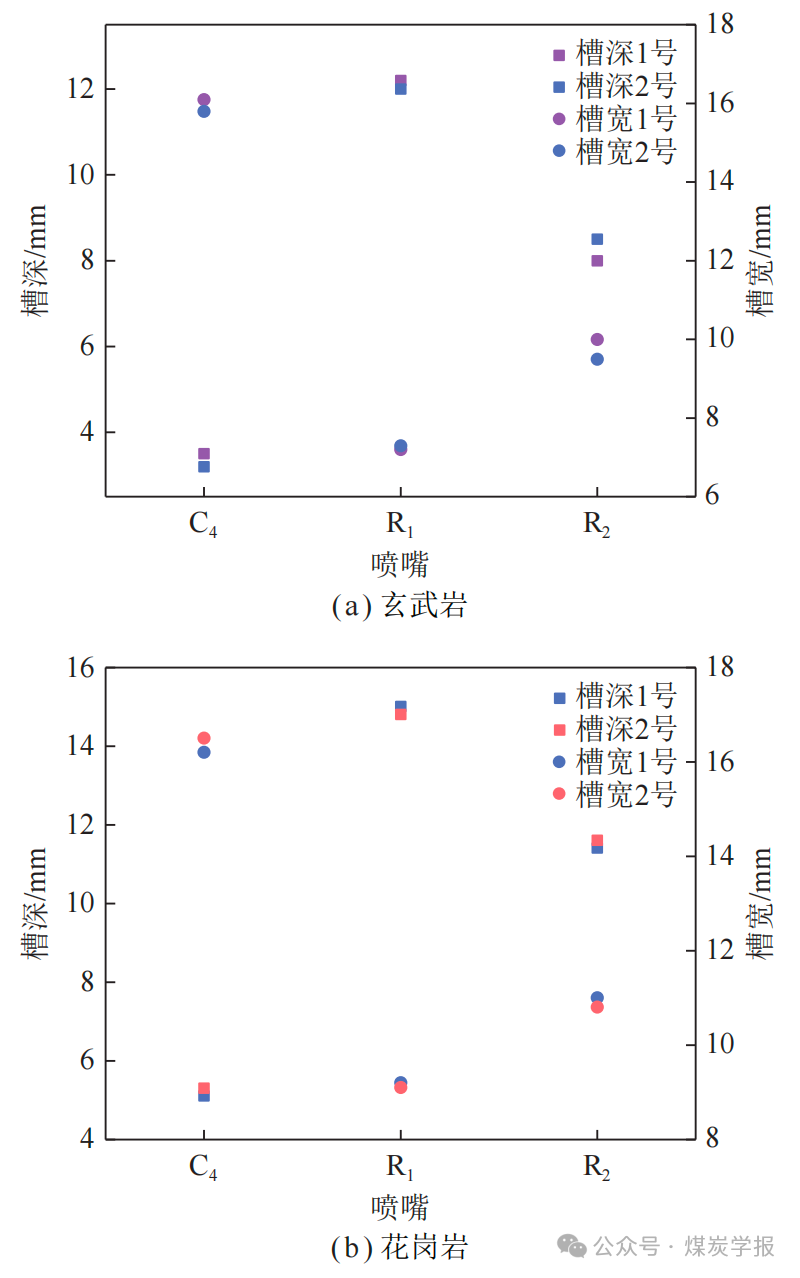
图 18 横移速度 0.02 m/s 时不同喷嘴切槽深度和宽度
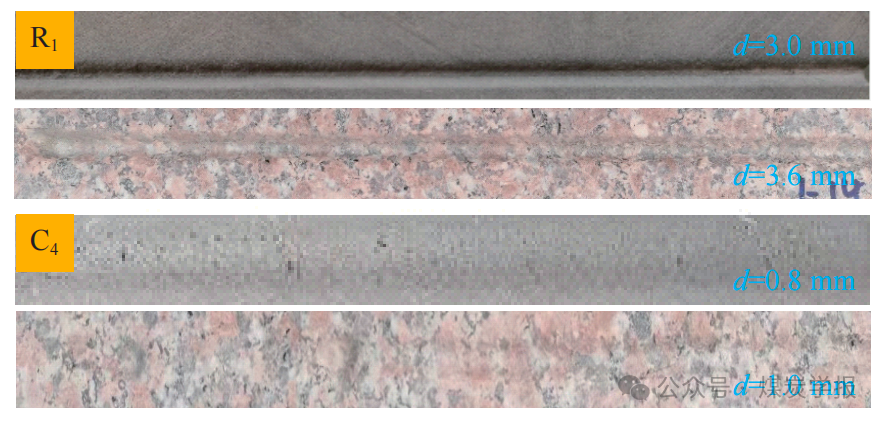
图 19 横移速度 0.3 m/s 时不同喷嘴破岩

刘勇,河南理工大学安全科学与工程学院教授,博士生导师,河南省杰出青青、中原英才-青年拔尖人才、河南省高层次人才、河南省科技创新人才、中国煤炭青年科技奖、国际采矿安全杰出青年、河南省教育厅学术技术带头人、河南理工大学杰出青年。主持承担国家自然科学基金3项、国家重点研发计划子课题1项,省部级项目10余项;荣获河南省科技进步二等奖3项、三等奖2项,煤炭工业协会科技进步一等奖1项、二等奖4项,中国职业安全健康协会一等奖1项。兼任《煤炭学报》第三、四届青年编委。
研究方向
煤矿瓦斯灾害治理、射流理论与技术、非常规天然气开采、碳利用与碳封存、隧道与地下工程、安全评价与职业安全健康
主要成果
长期从事射流理论与技术、矿山灾害防治等方面的研究,取得多项创新性成果。
(1)提出了低压高超声速磨料空气射流高效破煤岩技术理念,研制了低压高超声速磨料空气射流破煤岩系统装备。首创了磨料空气射流无水化增透技术,突破了低渗煤层瓦斯抽采效率低的技术瓶颈,实现了瓦斯高效抽采和利用;攻克了采掘装备刀具快速磨损和掘进效率低的难题,为TBM/盾构产业升级和制造业高质量发展奠定了基础。
(2)提出预混合脉冲磨料水射流破煤岩技术,研发了预混合脉冲磨料水射流破煤岩导向压裂技术和系统装备,应用于煤层瓦斯抽采、坚硬顶板治理和沿空留巷切顶等工程,解决了深地煤层瓦斯高效抽采、坚硬顶板垮落等多项技术难题,实现了煤层瓦斯高效抽采,提高了采掘交替速度,保障了煤矿安全高效开采。
来源:
刘勇,李志平,魏建平,等. 低压超声速磨料空气射流喷嘴结构[J]. 煤炭学报,2024,49(3):1704−1716.